
Injection Mould Surface Finish Standards
The industry primarily uses three surface finish standards for injection moulding: PIA/SPI, VDI, and Mold-Tech. Among these, SPI grades (now PIA standards) are the most widely recognized.
SPI/PIA Surface Finish Classification
The Plastics Industry Association (PIA), formerly SPI, categorizes mould finishes into four major grades (A to D), each with three subgrades indicating allowable surface deviation (lower numbers = tighter tolerances).
Finish Type | SPI Grade | Finishing Method | Roughness Ra (μm) | Cost Level |
Super High Gloss | A-1 | 6000 Grit Diamond Buff | 0.012 – 0.025 | $$$$$$$$$$ |
High Gloss | A-2 | 3000 Grit Diamond Buff | 0.025 – 0.05 | $$$$$$$$$ |
Normal Gloss | A-3 | 1200 Grit Diamond Buff | 0.05 – 0.10 | $$$$$$$$ |
Fine Semi-Gloss | B-1 | 600 Grit Sandpaper | 0.05 – 0.10 | ++++++++ |
Medium Semi-Gloss | B-2 | 400 Grit Sandpaper | 0.10 – 0.15 | +++++++ |
Normal Semi-Gloss | B-3 | 320 Grit Sandpaper | 0.28 – 0.32 | ++++++ |
Fine Matte | C-1 | 600 Grit Stone | 0.35 – 0.40 | +++++ |
Medium Matte | C-2 | 400 Grit Stone | 0.45 – 0.55 | ++++ |
Normal Matte | C-3 | 320 Grit Stone | 0.63 – 0.70 | +++ |
Satin Texture | D-1 | Dry Blast (Glass Bead #11) | 0.80 – 1.00 | $$$ |
Dull Texture | D-2 | Dry Blast (#240 Oxide) | 1.00 – 2.80 | $$ |
Rough Texture | D-3 | Dry Blast (#24 Oxide) | 3.20 – 18.0 | $ |
Key Characteristics by Grade

Grade A (Gloss Finishes)
- Highest cost, requiring hardened steel moulds.
- Diamond buffingcreates non-directional, light-scattering surfaces.
- Used for optical parts(lenses, mirrors) and high-end cosmetics.
- A-2is the most common industrial gloss finish.
Grade B (Semi-Gloss Finishes)
- Linear sandpaper patterns remove tooling marksat lower cost.
- Ideal for non-decorativebut visually acceptable parts.

Grade C (Matte Finishes)
- Most economical, using stone polishing.
- Hides machining marks and provides good part release.
- Base preparation for Grades A/B.
Grade D (Textured Finishes)
- Dry blasting(oxide/glass beads) creates non-directional textures.
- Improves grip, hides defects, and resists fingerprints.
- Common for handles, industrial parts, and consumer goods.
VDI Surface Finish Standard
The VDI 3400 standard by the Society of German Engineers is globally recognized, especially for EDM-textured molds.
VDI Value | Finish Type | Applications | Roughness (µm) |
12 | 600 Stone | Low polish parts | 0.4 |
15 | 400 Stone | Low polish parts | 0.56 |
18 | Fine matte | Satin finish | 0.8 |
21 | #240 Oxide Blast | Dull finish | 1.12 |
24 | #240 Oxide Blast | Dull finish | 1.6 |
27 | #240 Oxide Blast | Dull finish | 2.24 |
30 | #24 Oxide Blast | Dull finish | 3.15 |
33 | #24 Oxide Blast | Dull finish | 4.5 |
36 | #24 Oxide Blast | Dull finish | 6.3 |
39 | #24 Oxide Blast | Dull finish | 9 |
42 | #24 Oxide Blast | Dull finish | 12.5 |
45 | #24 Oxide Blast | Dull finish | 18 |
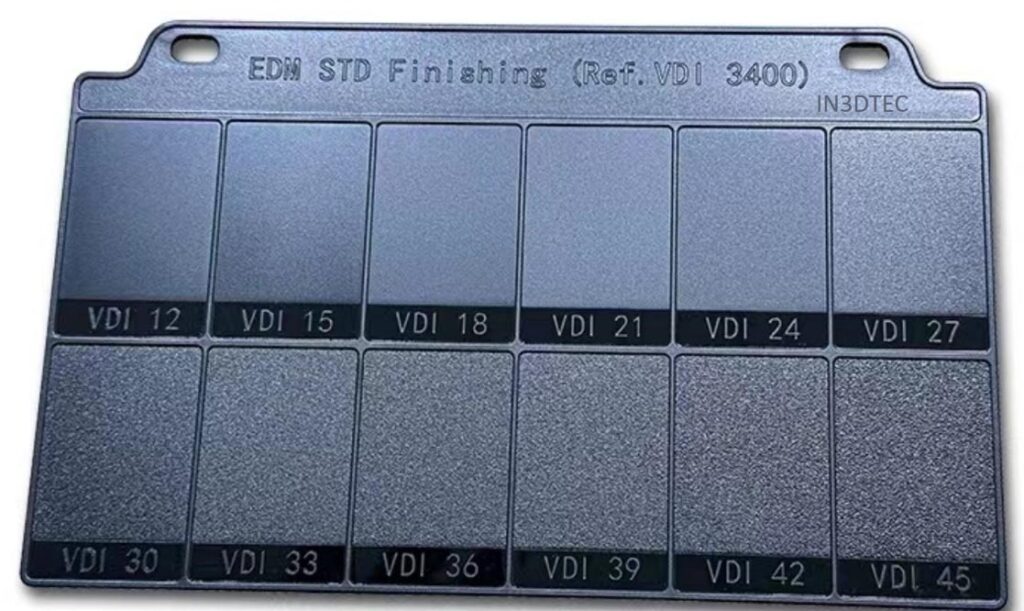
Key Features:
- Primarily achieved through EDM texturing
- Higher VDI numbers indicate rougher surfaces
- Widely used in automotive and industrial applications
Mold-Tech Surface Textures
Chemical or laser-etched textures identified by MT-xxxxx codes, offering hundreds of pattern options.
Series A (Standard Matte Finishes)
Pattern # | Depth (mm) | Draft Angle | Appearance |
MT-11000 | 0.010 | 1° | Extra fine |
MT-11010 | 0.025 | 1.5° | Sand-like |
MT-11020 | 0.038 | 2.5° | Fine matte |
MT-11030 | 0.051 | 3° | Medium matte |
MT-11040 | 0.076 | 4.5° | Coarse matte |
MT-11050 | 0.114 | 6.5° | Extra coarse |
Series B (Specialty Textures)
Pattern # | Depth (mm) | Draft Angle | Examples |
MT-11200 | 0.076 | 4.5° | Checkerboard |
MT-11205 | 0.064 | 4° | Diamond |
MT-11210 | 0.089 | 5.5° | Linear |
MT-11215 | 0.114 | 6.5° | Wood grain |
Design Considerations:
- Add 1.5° draft angle per 0.001″ texture depth
- Series A requires no special texturing processes
- Available patterns include concrete, wood, leather, and geometric designs
Note: Mold-Tech offers hundreds of additional patterns in Series C (precision) and D (custom).
Secondary Surface Treatment Processes for Plastic Components
Surface treatment refers to the process of forming a specialized surface layer on materials through physical or chemical methods. This treatment enhances product appearance, texture, functionality, and other performance characteristics.
With continuous advancements in plastic processing and modification technologies, their applications have rapidly expanded across various fields. Different applications require distinct surface properties, leading to the development of diverse surface treatment technologies tailored to specific needs.
1. In-Mold Decoration (IMD)
IMD involves placing pre-printed film into a metal mold, injecting resin to bond with the film, and forming an integrated product with the printed pattern.
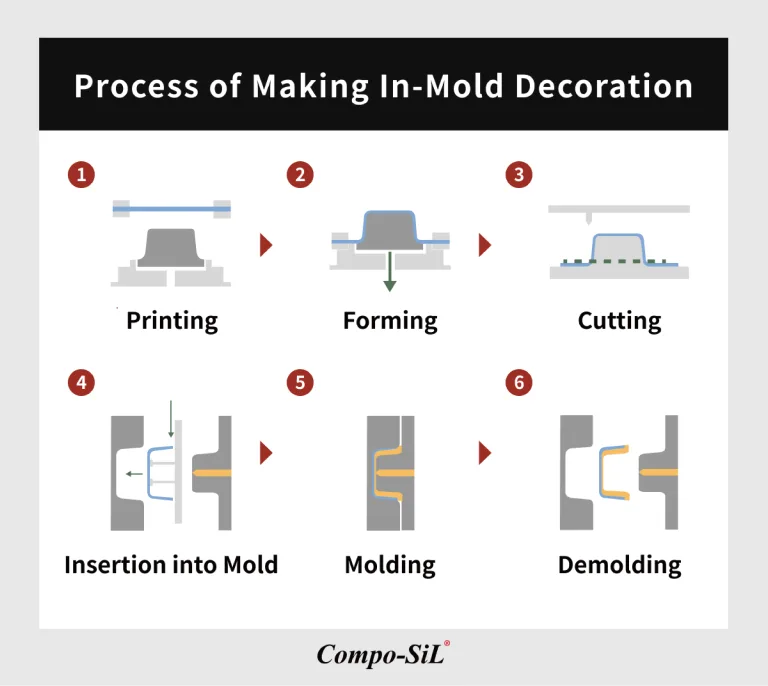
Key Features:
- Embedded designs protected from wear or chemical corrosion
- Design flexibility without mold changes
- High precision (±0.05mm) for 3D products
- Enhanced 3D design freedom
- Seamless composite molding
2. Spray Painting
Atomized paint is sprayed onto workpieces using specialized equipment.
Process Flow: Injection Molding → Primer → Baking → Top Coat → Baking

Advantages:
- Wide color selection
- Suitable for complex geometries
- Mature, mass-production ready
- High transparency and gloss
Disadvantages:
- Higher cost (not suitable for budget products)
- Complex process with lower yield rates
3. NCVM (Non-Conductive Vacuum Metallization)
A discontinuous coating technology combining metal and insulating compounds to maintain wireless signal transmission.

Key Features:
- Non-conductive (passes high-voltage tests)
- Metallic appearance with semi-transparency control
4. Electroplating
Electroplating is chemical plating, A cost-effective method to achieve metallic surfaces on plastics,which is mainly divided into vacuum plating and water plating.

Advantages:
- Reduced weight
- Cost-effective
- Simplified processing
- Realistic metal appearance
5. Printing Processes
Various methods to apply designs on plastic surfaces:
Pad Printing
Indirect printing using silicone pads to transfer ink from etched plates to objects.

Screen Printing
Ink is forced through mesh stencils onto substrates using squeegees.
Transfer Printing
Hydrographics: Water-activated film transfer
Heat Transfer: Heat-applied graphic transfer from specialty papers
6. Laser Engraving/Marking
Optical surface treatment for adding text/patterns with lasers.

Key Features:
- Wide applicability and safety
- High precision and speed
- Cost-effective and eco-friendly