
How to Choose the Right Injection Molding Machine Based on Your Mold and Plastic Part
Choosing the correct injection molding machine is a crucial step in ensuring product quality, production efficiency, and cost-effectiveness. In my years in the mold industry, I’ve seen firsthand how the wrong equipment can lead to avoidable defects, higher maintenance costs, and production delays. This article outlines the key factors that should guide your selection process, focusing on the synergy between your mold, product, and the injection molding machine.
Whether you’re launching a new mold or optimizing your existing setup, make sure to evaluate these four essential parameters when selecting an injection molding machine.
1. Mold Size Compatibility – Can the Mold Be Placed?
The first step is to confirm whether your mold can physically fit into the machine. Specifically, check the Space Between Tie Bars(H×V), This must be larger than the mold’s external dimensions (including any side projections or cooling elements).
Tip: Always account for a margin of clearance to prevent strain on the tie bars and ensure smooth mold installation.

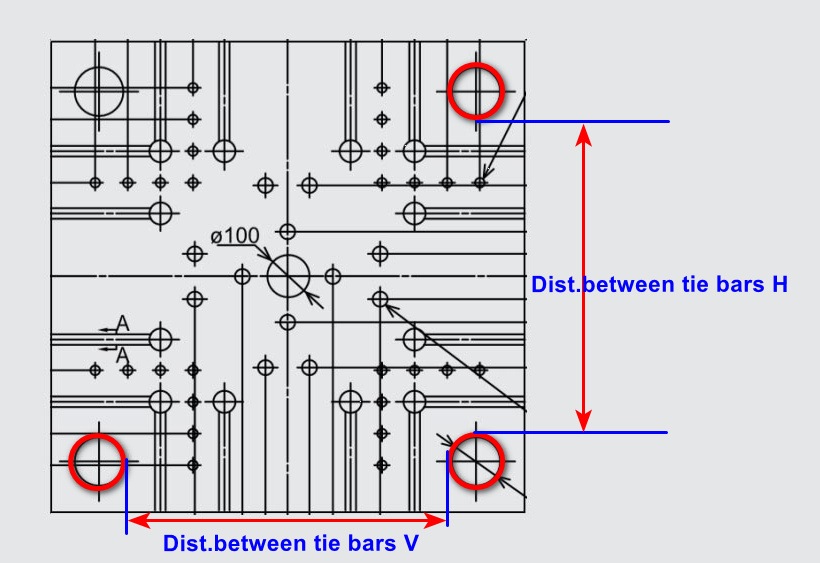
And if the size of Mold Height over than the size of Bars H ,but the size of Mold width is less than the size of Bars V ( or Mold Height size is within than the size of Bars H ,but the size of Mold width is over than the size of Bars V), it is also available to fit the mold into the injection molding machine
2. Injection Volume – Is the Shot Size Sufficient?
An often-overlooked mistake is choosing a machine with either too small or too large an injection volume. A good rule of thumb is that the required part volume which including the plastic parts and the runner should be about 80% of the machine’s maximum injection volume (Injection Weight PS).
This ensures precise control, consistent melt quality, and stable pressure during injection. Overloading or underutilizing the barrel can lead to issues such as short shots, excessive shear, or material degradation.
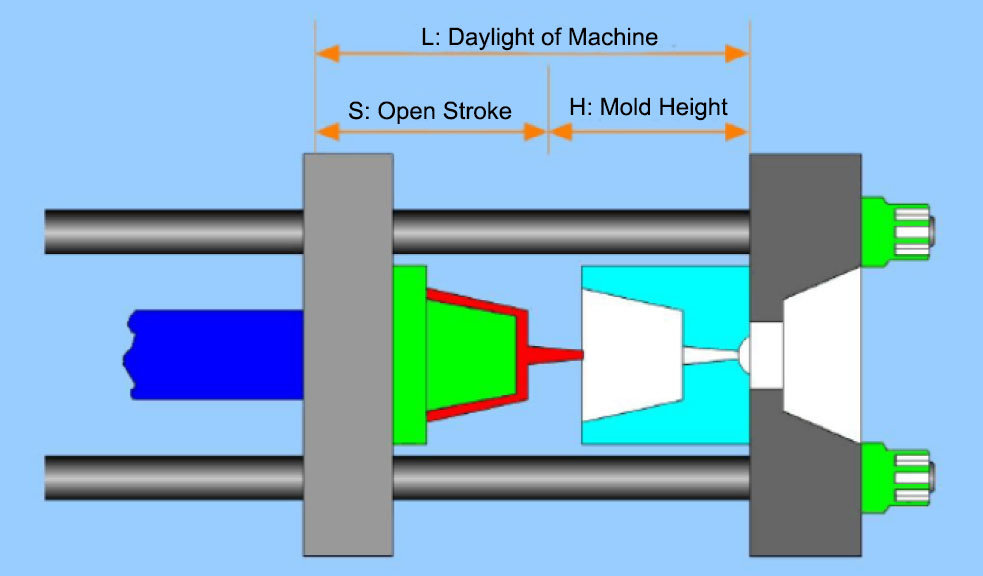
3. Mold Opening Stroke – Is There Enough Travel for Product Ejection?
Every mold requires a specific opening stroke to allow for proper part removal—especially if the product is deep or requires core pulling. Ensure that the machine’s maximum mold opening stroke meets or exceeds this requirement.
The Three key parameter of the Injection molding machine :
For example 1300 Ton LKIMM Injection Molding Machine
1, Mold Thickness(Min.-Max.) 600-1350mm
2, Max.Daylight 2900mm
3, Opening Stroke mm 2300mm
Max Opening Stroke 2300mm + Min Mold Thickness 600mm =Max.Daylight 2900mm
Min Opening Stroke 1550mm =Max.Daylight 2900mm- Max Mold Thickness 1350mm
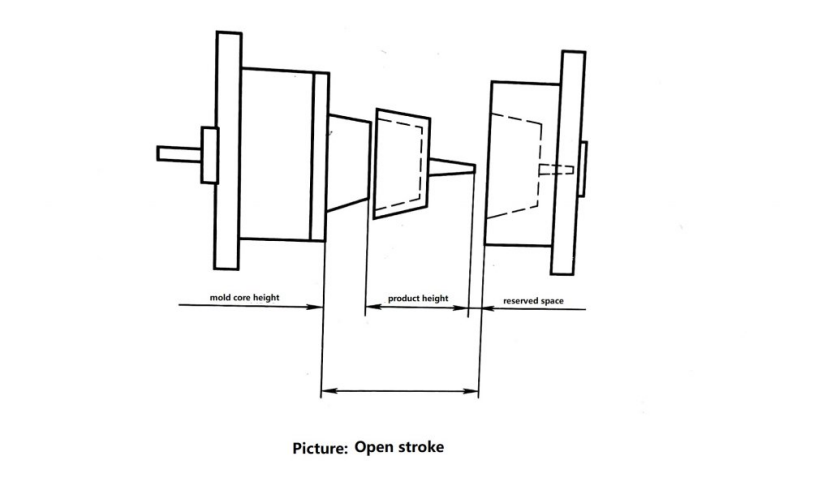
If your mold has a complex ejection system or requires robotic pickup, this factor becomes even more critical.
The rule is that the Opening Stroke should required the 2.5 Times size longer than the Product Height
4. Clamping Force – Can the Machine Handle the Required Tonnage?
Finally, verify that the clamping force is adequate to keep the mold tightly shut during injection. If the force is insufficient, flash will occur, affecting product precision and requiring rework.

Flash caused by insufficient Clamping Force
Use your experience with similar products or refer to mold flow simulations to estimate the necessary tonnage. Then match this against the machine’s rated clamping force, ideally with a margin of safety.
Basic calculation formula
Formula: Clamping force (t) = Projection area (cm²) × Cavity pressure (kg/cm²) × Safety factor (k)
Specific calculation example ABS ,Cavity pressure 500 (kg/cm²)
Rectangular product: 20cm long, 15cm wide, runner projection area 3cm².
Projection area = 20×15 + 3 = 303cm²
Clamping force = 303 × 500 ÷ 1000 = 151.5kN
Low viscosity materials PE, PP…. Cavity pressure 200~400 (kg/cm²)
Medium viscosity materials ABS, POM…. Cavity pressure 400~600 (kg/cm²)
High viscosity materials PC, PA …. Cavity pressure 600~1000 (kg/cm²)
The maximum value is for thin wall thickness of plastic part and the minimum value is for thick wall thickness of plastic part.
Reference Table for Quick Selection
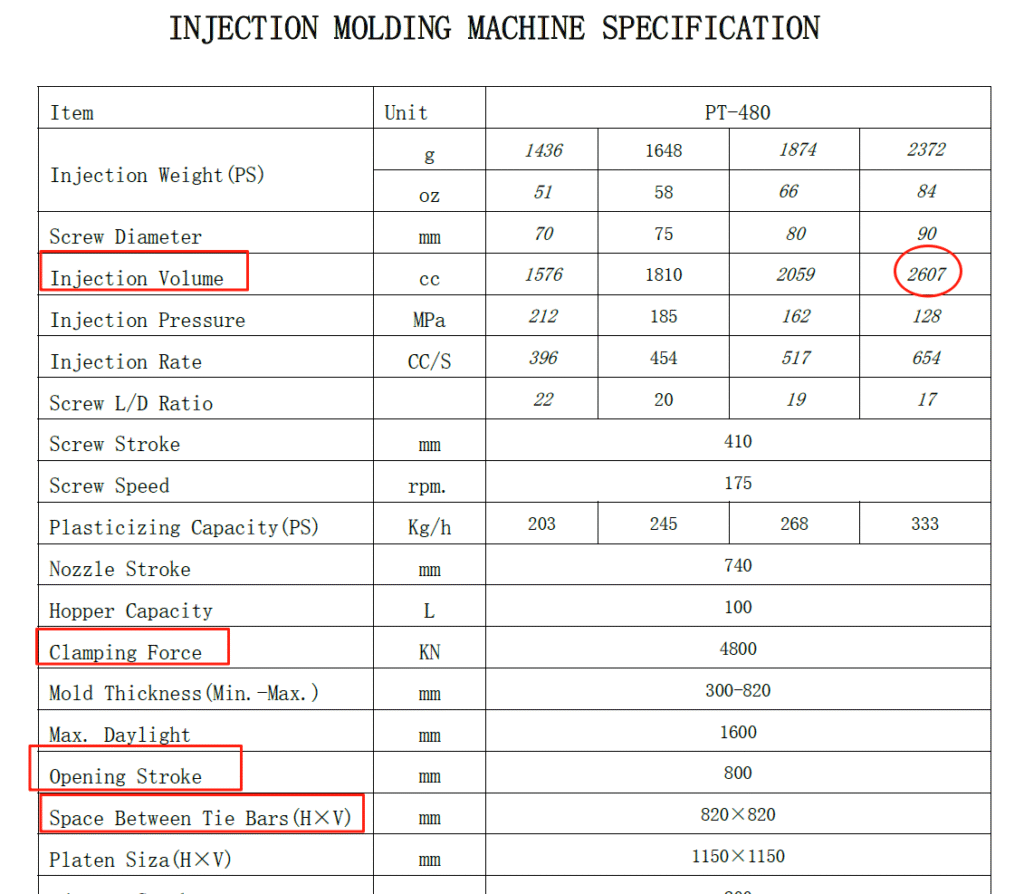
You can refer to the parameter table below to match your mold and part specifications with suitable injection molding machines. Use this as a practical tool during the design and procurement stages to speed up decision-making and avoid mismatches.
For Example
TPU Warning Column (Height: 750mm Pipe diameter: 75mm Base: 200mm)
Product Weight : 1.25KG
2 Cavities ,Hot Runner system
Mold size : 1200*780*400mm
Consider from Professionalism and Budget
The Best Choice will be PT-480 with Injection Volume 2607 cc
Do you know why now ? welcome for your comment !
Final Thoughts
Injection molding is a precise and demanding process. The machine you select must align seamlessly with both the mold design and the properties of the plastic part. By focusing on these four parameters—mold placement, injection volume, mold opening stroke, and clamping force—you’ll be well on your way to consistent, high-quality production.
If you’re unsure about a specific project or need help matching a mold to a machine, feel free to reach out—I’m always happy to share insights from the field.