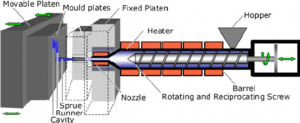
The injection molding screw is the “heart” of the injection molding machine. Its material, design and process adaptability directly affect product quality, production efficiency, equipment life and production cost. The following five dimensions will explain in detail how to select the screw.
- Low ShearScrew And High Shear Screw
Classification according to the volume of the screw groove (especially the metering section)
- Low shear screw
Features:
Deeper screw groove → more plastic retention and weak shearing effect.
Slower temperature rise → avoid material decomposition due to overheating.
Smooth melting → suitable for heat-sensitive or high-viscosity materials.
Applicable scenarios:
Heat-sensitive materials: PVC, PMMA (acrylic), TPE (thermoplastic elastomer).
High viscosity plastics: such as some flame retardant materials, soft PE.
Avoid excessive shearing: prevent material degradation or discoloration.
Suitable for non-crystalline material has a small compression ratio requirement of about 2.2.
- High shear screw
Features:
Shallow screw groove → Plastic is strongly extruded and has high shear force.
Rapid temperature rise → Accelerate melting through friction heat.
Good mixing effect → Suitable for materials that need to be evenly dispersed (such as fillers, masterbatches).
Applicable scenarios:
Engineering plastics: PC, PA (nylon), PBT (need to be fully melted).
Reinforced materials: Glass fiber (GF), carbon fiber (CF) fillers (need high shear dispersion).
High fluidity requirements: such as thin-walled parts or precision injection molding.
Suitable for Crystalline material has a large compression ratio requirement of more than 2.5

2.Screw Aspect Ratio
Aspect ratio = screw effective length / diameter, determines plasticizing capacity:
Short screw (16:1~18:1): suitable for heat-sensitive materials (such as PVC), reducing residence time.
Standard screw (20:1~22:1): balances plasticizing and efficiency, high versatility.
Long screw (24:1~28:1): enhances mixing effect, suitable for engineering plastics and high-precision products.
- Screw Steel Material:
- Nitrided,38CrMoAIA SACM645 (conventional ABS PP PS plastics with less than 5% glass fiber)
- Dual alloy, 38CrMoAIA SACM645 as base material, topor screw groove, spray-welded tungsten carbide nickel-based alloy (engineering material, plastics with less than 20% glass fiber, more wear-resistant than nitrided screw).
- Full hardened, full alloy, powder high-speed steel SKD61 SKD11, DC53 or HPT full hardened powder alloy (suitable for 40%, 50% or more high glass fiber plastics, high temperature resistance and strong corrosion resistance).
Steel Material Selection Criteria:
- Temperature: >300°C → Alloy; <300°C → Nitrided
- Fiber Content: 5% → Nitrided; 30% → Alloy; >30% → Full hardened
- Corrosion: PVC/flame retardantslow →Dual alloy Electroplating Chrome / Nano Processing, strong corrosion resistance can use full alloy.
- High viscosity and poor fluidityTransparent Materials (PC, PMMA, PET) → Mirror polish (Ra <0.4μm)→Surface hard chrome plating or nano coating, anti-corrosion, high finish (Ra <0.4μm), avoid melt contamination.
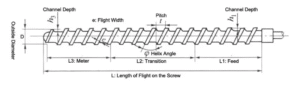
- Compression Ratio H1/H3
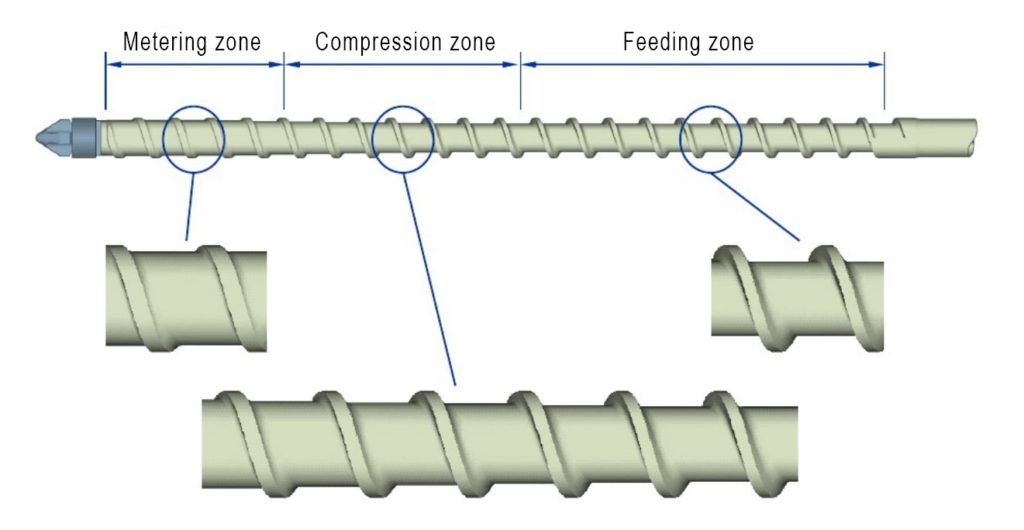
The compression ratio of the screw refers to the ratio of the volume of one groove in the feeding section of the screw to the volume of the last groove in the homogenizing section (metering section). Its value is 2~5. Relatively speaking, the larger the compression ratio, the more uniform the plasticization of the plastic.
The screw with diameter D=20 includes three zones:
Feeding zone, (H1 groove depth 7.5, D bottom diameter 12.5)
Transfer zone compression zone, (H2 groove depth)
Plasticizing zone Metering zone (H3 groove depth 3, D bottom diameter 17)
So the compression ratio: 7.5/3 =2.5
Low compression ratio: 1.5:1~2.5:1, suitable for shear-sensitive materials such as PVC.
Medium compression ratio: 2.5:1~3.0:1, suitable for general materials.
High compression ratio: 3.0:1~5.0:1, suitable for crystalline materials such as PA polyamide.
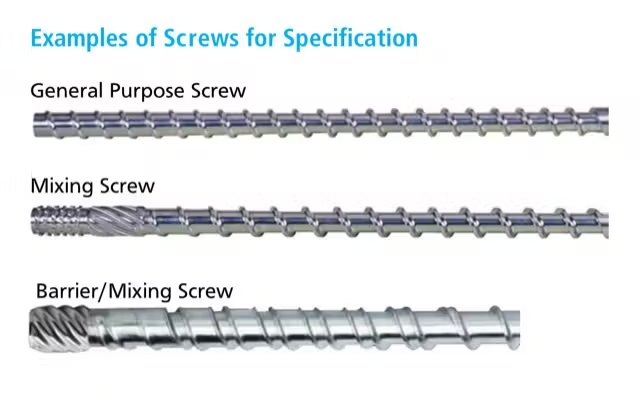
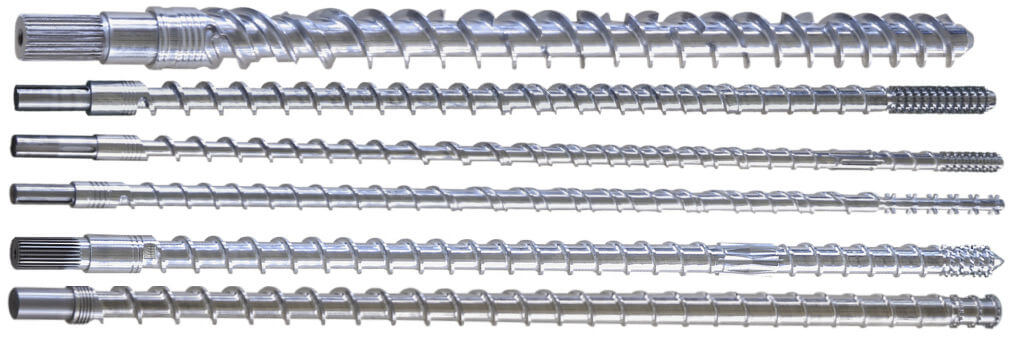
- Structure Types Of Screws
- Gradual screw: The depth of the screw groove gradually becomes shallower from the feeding section. It is used for plastics with poor thermal stability, relatively fine plasticization requirements, and cannot withstand too much shearheat, such as general-purpose plastics PE PP engineering plastics PC for electronic and electrical housings, optical lenses, and thermoplastic elastomers TPU for shoe soles.
- Mutation screw: The depth of the screw groove suddenly becomes shallower from the feeding section to the metering section. It is used for plastic processing that requires efficient plasticization and energy saving, such as polyvinyl chloride PVC for the production of pipes, polystyrene PS disposable tableware, packaging products, etc., ABS automotive parts, and the production of home appliance housings.
- Separation screw: Special components are added to the structure to allow each component plastic to go through its own channel, improve the plasticization quality, strength, and appearance flatness, flexibly deal with complex materials, and plastics or recycled materials containing multiple additives, and expand the range of processable materials, such as; modified plastics, PP fiber, PA with flame retardant PET plastic bottle recycled materials.
- Wave screw: A specially designed screw that periodically changes the depth of the screw groove (shallow-deep-shallow…). Compared with ordinary screws, this type of design can greatly improve production capacity, injection molding quality and temperature uniformity.
- Barrier screw It is a type of separation screw, that is, a barrier rib and Moddock element are added to the compression section to achieve a high-efficiency plasticizing screw that forcibly separates the melt from the undissolved solid.
- Mixing screw: Add mixing elements (pins, barrier edges, chute, etc.) to the structure, Enhance the mixing effect of the plastic volume, improve the uniformity of the melt, eliminate temperature gradients, reduce “cold materials” and “overheated areas”, and improve the dispersion of masterbatches and additives (such as flame retardants and glass fibers).
Suitable for plastics with high viscosity or high filling and reduced flow patterns (snake patterns, flow marks), such as PC/ABS alloys (common mixed modified materials), LFT (long glass fiber reinforced materials) and high pigment content products, etc.
- Exhaust screw Directly removes volatiles during the plasticization process: moisture, gas, low molecular weight volatiles, avoids problems such as bubbles, pores or strength reduction in products,which suitable for Hygroscopic plastic, recycled materials, and volatile plastics, such as PA, PC, PVC, ABS, etc.